UltraTips 173
Clasificación de pernos automotrices por principio de Corrientes Eddy
Procedimiento
INTRODUCCION:
La aplicación para determinar la capa efectiva en puntería cilíndrica de acero con variación en el diámetro interno y externo, es formando grupos para ver la separación con el equipo FOERSTER MAGNATEST D, esto lo logramos por la capacidad del equipo para trabajar con diferentes frecuencias y armónicos.
La aplicación para determinar la capa efectiva en puntería cilíndrica de acero con variación en el diámetro interno y externo, es formando grupos para ver la separación con el equipo FOERSTER MAGNATEST D, esto lo logramos por la capacidad del equipo para trabajar con diferentes frecuencias y armónicos.
Material a Utilizar:
- Equipo MAGNATEST D 3.623
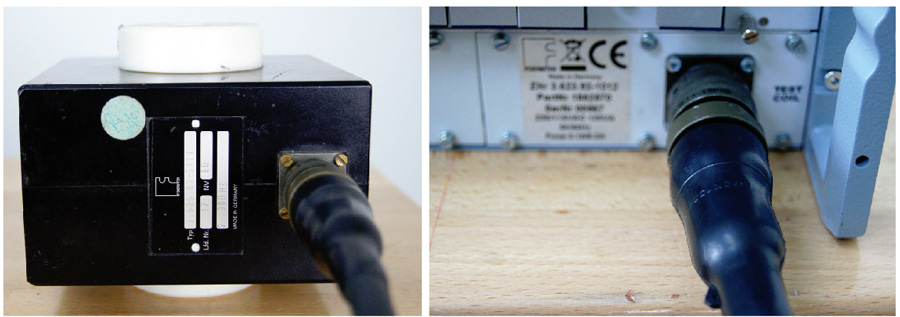
- Bobina 60 mm de 2 – 1000 HZ
- Piezas terminadas con rectificación
- Piezas sin rectificación
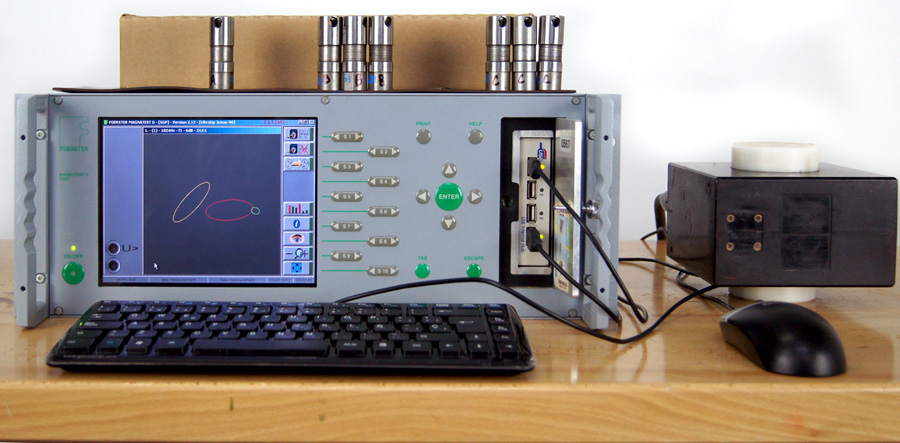
PASOS PARA ENCENDIDO DEL EQUIPO.
Antes de conectar el equipo o encenderlo y como primer paso es muy importante, revisar el voltaje y ver si es el correcto según la línea que vayamos a ocupar ya sea 110 o 220.

Una vez establecido este dato podemos conectar el cable que va de nuestro equipo a la bobina, verificamos que quede bien
conectado en ambos extremos.
Ahora podemos conectar y encender el equipo.

De forma breve comentamos como fue el ajuste del equipo para realizar la inspección, con las piezas que tenemos hicimos pruebas con diferentes frecuencias y armónicos, localizando la mejor respuesta y selectividad con el armónico 1 y frecuencia en 1024hz guardamos parámetros y tenemos listo nuestro equipo para comenzar con la demostración de agrupación de piezas según configuración y acabados.
SELECCIÓN DE PIEZAS POR MEDIO DEL SISTEMA DE MAGNATEST D.Una vez creados los grupos el proceso de llenado en la bobina será el siguiente:
Llamamos el archivo antes creado con los parámetros, grupos y frecuencia indicados, a continuación lo único que tenemos que hacer es ir colocando cada una de las piezas, realizar el disparo y automáticamente asignara en un grupo cada una de las piezas, que inspeccionemos.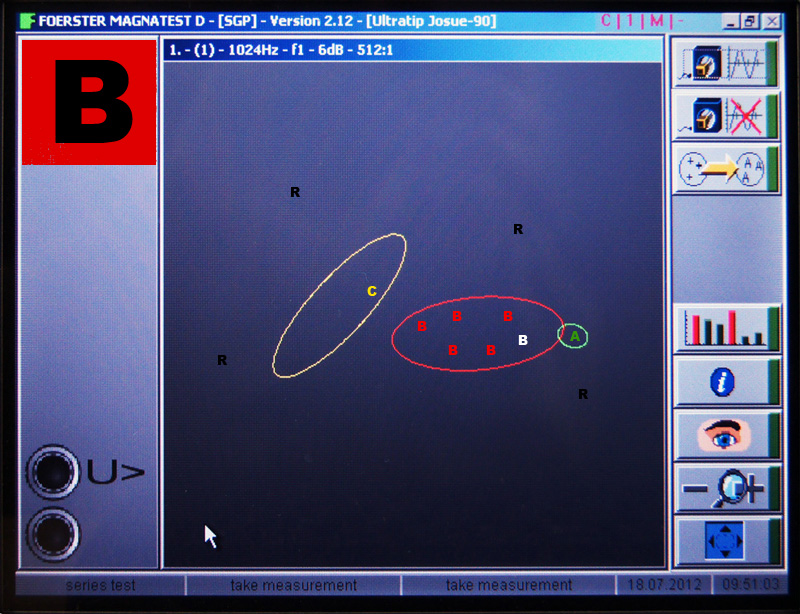
CONCLUSIÓN:
Podemos concluir que con el principio de corrientes Eddy y el equipo MAGNATEST D determinamos diferentes características en las piezas que se vayan a revisar y en este caso en especifico nos arroja comparativos por medio de clasificación de grupos y datos de vectores X y Y con los que podemos determinar la capa efectiva de las piezas para así agrupar y al mismo tiempo seleccionar las piezas que pasan el control de calidad como las que no pasan este mismo, cabe mencionar que podemos implementar este sistema en línea de producción.