UltraTips 160
Medición del cordón y garganta de una soldadura
Con la finalidad de asegurar que la soldadura cumple con ciertos requisitos de calidad, se debe realizar una inspección visual en la se verifican las características de la soldadura; entre ellas la altura del cordón de junta a tope o el tamaño de garganta en un soldadura tipo filete, los excesos de soldadura son no deseables debido a que los bordes de metal de aportación, una vez solidificado, actúan como concentradores de tensiones o caso contrario una falta de material de aporte ocasiona que disminuya la resistencia de la unión.
La medición de esta parte de la soldadura se puede llevar a cabo por medio de diversas herramientas como reglas, escalas, calibradores, micrómetros, conocidos como "Gage de soldaduras", sin embargo la medición en estos depende de criterio del técnico para interpretar el valor.
El uso de un medidor digital nos puede proporcionar mayor información al momento de hacer la prueba, esto debido a la resolución que este nos da (0.0005 in / 0.01mm).En esta aplicación utilizaremos un medidor digital, con el cual mediremos la corona de una soldadura a tope y la garganta de una soldadura en filete.

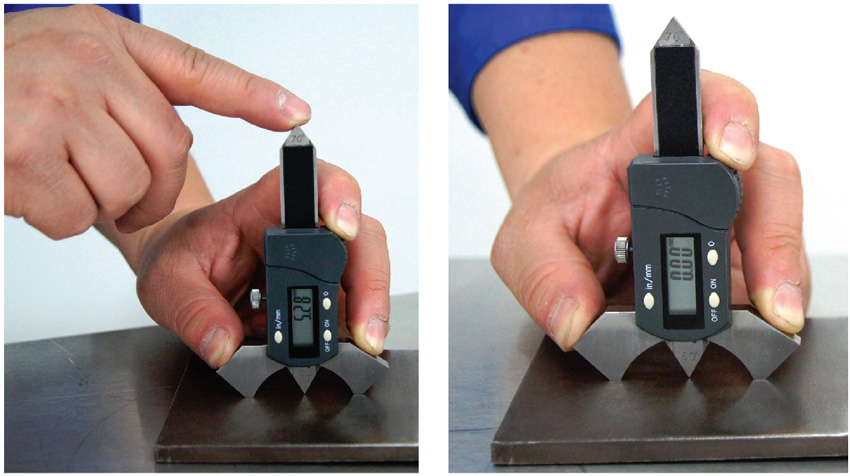


Para ajustar el medidor a cero debemos colocar un extremo del medidor sobre la superficie plana y mover la escala hasta que esta toque la superficie del material y oprimir la tecla de Cero.

Podemos concluir que los valores obtenidos de nuestro medidor digital están dentro de las especificaciones o requisitos con las que debe cumplir según nuestro control de calidad.
