UltraTips 138
Inspección por Líquidos Penetrantes sin uso de Revelador y Medición con Logos View 5.0
En las aplicaciones de los líquidos penetrantes se pueden ser en varias condiciones como: soldados, fundidos, forjados, rolados, etc. También se pueden aplicar a diversos materiales como:
- Materiales metálicos magnéticos (hierro, acero, etc.)
- Materiales no magnéticos (aceros inoxidables, aluminio aleaciones de cobre, etc.),
- Materiales no metálicos (plásticos, vidrios o cerámicas), en condiciones como
- Sensibilidad
- Tipo de tinte (visible, Fluorescente)
- Técnica de remoción (Lavable con agua Post-emulsificante Removible con solvente)
Desarrollo
En esta ocasión se va a inspeccionar un sección de soldadura, por medio de líquidos penetrantes MET-L CHEK, utilizaremos el limpiador E-59A, tinte fluorescente FP-923 y una lámpara de luz negra.
El primer paso es limpiar la superficie de aplicación del líquido, dejando libre de impurezas como: polvo, esporas, etc.
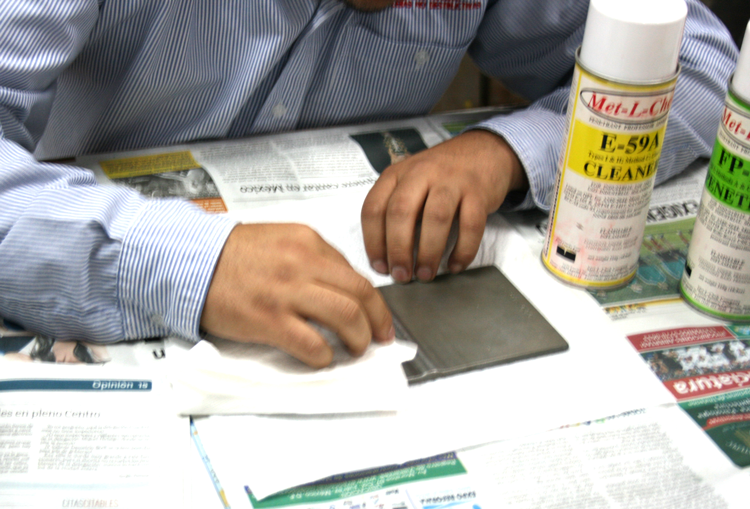
Posteriormente se debe de aplicar el líquido limpiador E-59A, para remover cualquier impureza que no permite la absorción del tinte la pieza inspeccionada. En los líquidos penetrantes es importante los tiempos de penetración, para el caso de acero es de 10 minutos el limpiador.

Una vez transcurrido los 10 minutos se debe de remover el exceso de material limpiador

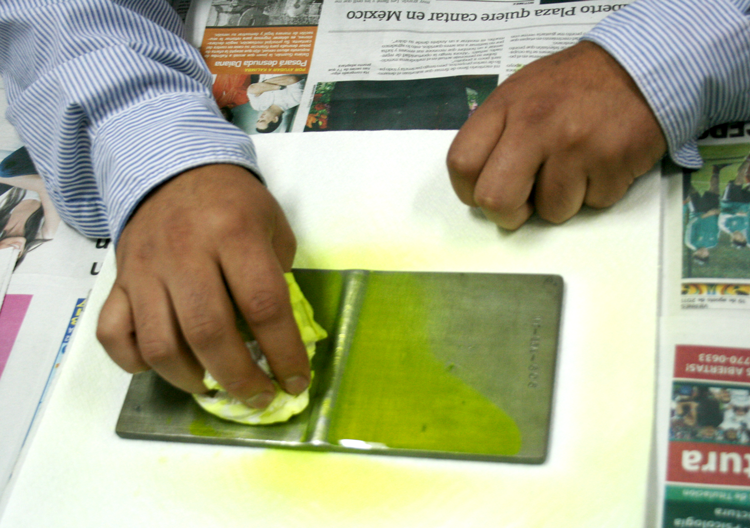
Se aplica el tinte fluorescente FP-923 en la superficie a inspeccionar, este nuevamente se debe dejar un tiempo de penetración de 10 minutos en piezas de acero.

Posteriormente se retira el exceso de tinte aplicado, para poder realizar la evaluación de las discontinuidades.
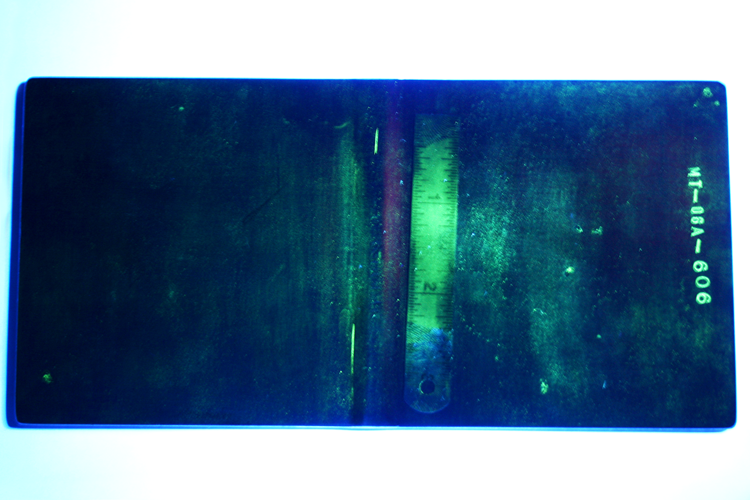
En esta ocasión no se utilizará un líquido revelador, debido a que la alta sensibilidad del tinte permite no usar un revelador, para realizar la visualización de las discontinuidades es necesario una lámpara de luz negra, la cual permite la visualización del tinte en las discontinuidades encontradas.
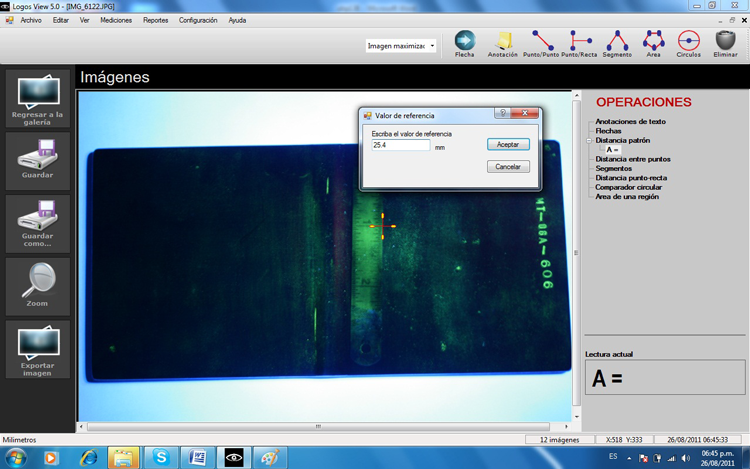
De acuerdo a la norma o procedimiento utilizado, se debe de realizar un reporte de inspección, para ello se toma una fotografía clara de la pieza inspeccionada y será evaluaremos con la ayuda del software LOGOS VIEW 5.0, el cual es una herramienta para realizar mediciones en imágenes por medio de comparaciones. Las normas o procedimientos también indican que las piezas inspeccionadas deben quedar limpias, para ello se aplica nuevamente el liquido limpiador E-59A, una nota importante es que este se debe de aplicar mientras la lámpara de luz negra está encendida para asegurar que no queda ningún residuo de tinte en la pieza. Ahora se abre el software LOGOS VIEW 5.0 y se insertar la imagen a la galería, para ello damos clic en el botón de "Insertar Imagen/Video" del menú izquierdo y se direcciona al archivo guardado.

Para editar el archivo se debe de presionar el botón del menú izquierdo "Editar Imagen" o dar doble clic sobre la imagen a editar, esto abrirá una nueva ventana en la cual muestra un menú de mediciones en la parte superior. Realizaremos mediciones punto a punto, sin embargo antes de realizar cualquier medición se debe de introducir el valor de referencia, para así poder medir dentro de la imagen. Se presiona el botón de "Punto a Punto" y dando clic en el punto inicial y final de la referencia, posteriormente aparecerá una ventana para indicar el valor de referencia que en esta ocasión será de 10 mm, a esta medición la nombrará como medición A.
Ahora se procederá a realizar la medición de las discontinuidades, presionando nuevamente medición punto a punto y se da clic en el punto inicial de la discontinuidad; así como el punto final, como se puede observar la discontinuidad B tiene una longitud 5mm y la discontinuidad C una longitud de 10mm. También con la ayuda del software se pueden colocar anotaciones para describir la discontinuidad y flechas para señalizar, es posible realizar el cambio de colores de cada uno de los elementos para tener una mejor visualización de las anotaciones o mediciones realizadas.

El software tiene la capacidad de guardar los archivos con las mediciones realizadas, así como de realizar un reporte, para ello en el menú "REPORTES", se selecciona "VER REPORTE", este pedirá unos datos necesarios para realizar el reporte, el cual es mostrado a continuación.
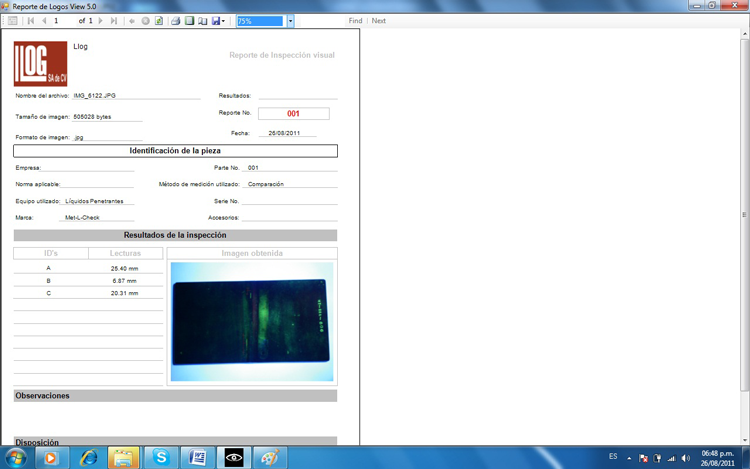
Conclusión:
La utilización de líquidos penetrantes de alta sensibilidad, permite que no se utilice un líquido revelador para poder visualizar las indicaciones, además el software LOGOS VIEW 5.0 es de gran utilidad para medir el tamaño de las discontinuidades encontradas, así como facilitar la creación del reporte de inspección.